




 扫一扫
扫一扫




纵横机械制造有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 黔南不锈钢衬塑管、服务。本厂有训练有素的员工及管理队伍,有多位 黔南不锈钢衬塑管、工程师,不但确保 黔南不锈钢衬塑管、产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。








甘肃碳钢弯头,异型管件衬胶甘肃 ,欢迎联系张梦丹,,我们是做衬胶管道 衬塑管道 电厂脱硫衬胶管道 化工衬塑管道,甘肃碳钢弯头,异型管件衬胶
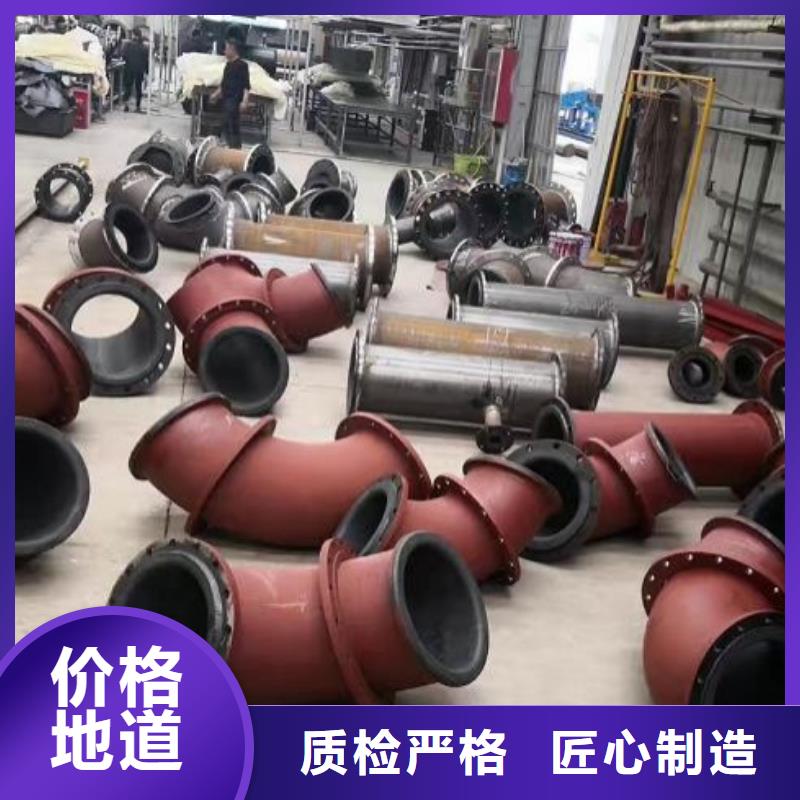
洛阳纵横制造有限公司是一家专门从事衬胶钢管、衬胶弯头、衬胶三通、四通、异径管等各种型号管道、管件衬胶的厂家,公司拥有配套的钢管,管件,法兰,橡胶板等配套厂家,降低生产成本,让利于客户,橡胶品种有天然硬、天然软、丁基橡胶等多种衬胶产品。 甘肃碳钢弯头,异型管件衬胶
甘肃碳钢弯头,异型管件衬胶现在衬胶钢管厂家也不少,洛阳纵横制造有限公司也面临很多衬胶厂家的竞争。只有在衬胶钢管的质量上和价格上争取,才能保证甘肃异型管件衬胶的销售量。在进入2015年到现在来看, 甘肃碳钢弯头,甘肃异型管件衬胶的销售量及销售额还是非常好的。公司以异型管件衬胶质量为标准,一般生产的甘肃衬胶管都是按照HG/21501-1993标准来定做的。其次是在衬胶管道的价位上,我们生产的 碳钢弯头衬胶与管件价格比其它厂家的价格是颇有下浮的。主要在于产品质量,生产的 碳钢弯头,衬胶管道质量有保证了,才能让客户更加满意,下次还想着你,要是 次合作保证不了甘肃碳钢弯头,甘肃异型管件衬胶的质量,那么下次谁还会找你合作。所以说质量 ,诚为本,这才是最为关键的!
甘肃碳钢弯头,异型管件衬胶知识
我们都知道甘肃碳钢弯头,异型管件衬胶结构优良,耐磨,寿命长那单单是衬胶管道的基本认识,下面小编从总体上面给大家介绍一下 碳钢弯头,异型管件衬胶的认识:
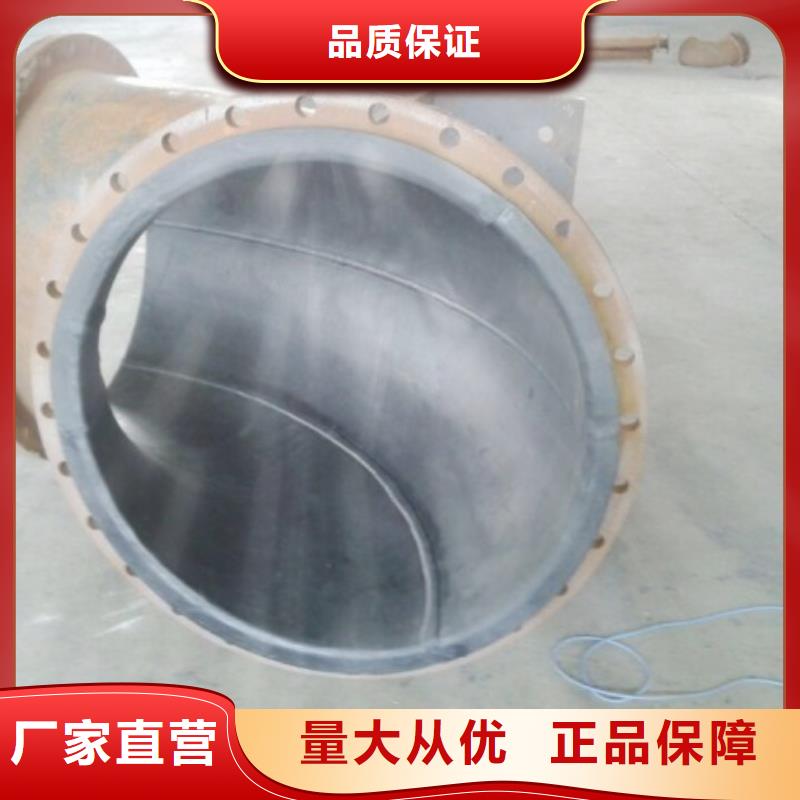
1、橡胶衬里层一般为1—2层。每层厚度为2—3mm,总厚度为2—6mm。特殊情况下可贴衬3层,但总厚度不宜超过8mm。
2、对于介质腐蚀性强、温度变化不大、无机械震动的设备和管道,应衬贴1—2层硬橡胶或半硬橡胶板。
3、介质腐蚀性较弱、温度有较低时,可以单独衬贴软橡胶板。
4、介质为腐蚀严重的气体时,为了避免气体渗透作用,必须选用两层硬胶板,总厚度为4—6mm。
5、介质含有固体悬浮物,需考虑耐磨损时,需采用一层硬胶版作为底层,一层软胶板作为面层。
6、安装在室外的橡胶衬里设备,如硬橡胶板有冻裂的可能,一般采用硬橡胶板作为里层,软橡胶板作为外层,或两层半硬胶板作为衬里层。
7、真空设备不宜选择软橡胶板作橡胶衬里的底层。
8、大型储罐宜选用软橡胶板作为衬里层;或选用硬橡胶板作为底层,软橡胶板作为面层。
9、需要进行机械切削加工的橡胶衬里构件,应选用硬橡胶板作为衬里层。
10、转动的部件,可采用1—2层半硬橡胶板作为衬里层。当有磨损时,亦可采用硬、软橡胶复合衬里。软胶的厚度、层数视磨损情况而定。
11、在同一设备、甘肃管道及管件上,不允许同时用硫化不同的两种胶板作为衬里层。
我公司生产的碳钢弯头,异型管件衬胶,衬胶管道,甘肃衬塑管道行业悠久,质量保证欢迎选购! 甘肃碳钢弯头,甘肃异型管件衬胶



技术支持:k797.com